एल्यूमीनियम कास्टिंग भागों में एक कास्टिंग प्रक्रिया के माध्यम से एक मोल्ड में पिघला हुआ एल्यूमीनियम या एल्यूमीनियम मिश्र धातु डालने की प्रक्रिया का उल्लेख है, और फिर आवश्यक आकार और आकार के एल्यूमीनियम भागों को बनाने के लिए ठंडा और ठंडा किया जाता है। कास्ट एल्यूमीनियम वाल्व निकायों में हल्के वजन, संक्षारण प्रतिरोध, अच्छी थर्मल चालकता और मजबूत मशीनबिलिटी की विशेषताएं हैं, और विभिन्न प्रकार के औद्योगिक क्षेत्रों के लिए उपयुक्त हैं।
Losier Technology Development Co., Ltd. उच्च गुणवत्ता वाले गोपनीय कास्टिंग कास्ट एल्यूमीनियम के एक निर्माता और आपूर्तिकर्ता हैं।
एल्यूमीनियम कास्टिंग भागों को एक कास्टिंग प्रक्रिया के माध्यम से एक मोल्ड में पिघला हुआ एल्यूमीनियम या एल्यूमीनियम मिश्र धातु डालकर बनाया जाता है, और फिर आवश्यक आकार और आकार के एल्यूमीनियम भागों को बनाने के लिए ठंडा और ठंडा किया जाता है। सैंड मोल्ड्स या मेटल मोल्ड्स का उपयोग आमतौर पर कास्टिंग के लिए किया जाता है। आमतौर पर उपयोग किए जाने वाले एल्यूमीनियम कास्टिंग विधियों में सैंड कास्टिंग, डाई कास्टिंग, कम दबाव वाली कास्टिंग और सटीक कास्टिंग शामिल हैं।
एल्यूमीनियम कास्टिंग भागों की उत्पादन प्रक्रिया में मोल्ड डिजाइन और उत्पादन, गलाने और डालना, शीतलन और ठोसकरण, सफाई और निरीक्षण शामिल हैं। एल्यूमीनियम कास्टिंग भागों में कम लागत, उच्च उत्पादन दक्षता, लचीली डिजाइन और उत्कृष्ट प्रदर्शन की विशेषताएं हैं। वे व्यापक रूप से कई क्षेत्रों में उपयोग किए जाते हैं, जिनमें वाल्व उद्योग, चिकित्सा उपकरण, मोटर वाहन भाग, बिजली उपकरण, पवन ऊर्जा उपकरण, इंजेक्शन मोल्डिंग मशीन और अन्य क्षेत्रों सहित।
| सामग्री | ZL 101 एल्यूमीनियम मिश्र धातु, ZL101A एल्यूमीनियम मिश्र धातु, ZL 104 एल्यूमीनियम मिश्र धातु, ZL104A एल्यूमीनियम मिश्र धातु सामग्री, A356 एल्यूमीनियम मिश्र धातु, ADC 12 एल्यूमीनियम मिश्र धातु, ZL 102 एल्यूमीनियम मिश्र धातु |
| प्रक्रिया | ग्रेविटी कास्टिंग, स्थायी डाई कास्टिंग, मेटल कास्टिंग |
| दूसरी प्रक्रिया | सीएनसी प्रसंस्करण, सतह उपचार और गर्मी उपचार |
| सतह खुरदरापन | रेडियम 6.3-RA12.5 |
| कास्टिंग सहिष्णुता | CT4-CT9, या ग्राहक अनुरोध के अनुसार |
| प्रसंस्करण सहिष्णुता | +/- 0.01, या आपकी ड्राइंग के रूप में |
| सतह का उपचार | पॉलिशिंग, पाउडर छिड़काव, पेंट छिड़काव, इलेक्ट्रोफोरेटिक कोटिंग, शॉट ब्लास्टिंग उपचार, एनोडिक ऑक्सीकरण, स्प्रे पेंटिंग, पॉलिशिंग, चढ़ाना, चढ़ाना, |
| आवेदन | चिकित्सा उपकरण, मोटर वाहन भागों, इलेक्ट्रॉनिक भागों, फर्नीचर भागों, घरेलू उपकरण और अन्य औद्योगिक उपयोग |
| परीक्षण उपकरण | स्पेक्ट्रोमीटर, तीन समन्वय मीटर, कैलिपर, माइक्रोमीटर, प्रोजेक्टर लोड परीक्षक, कठोरता मीटर, खुरदरापन मीटर |


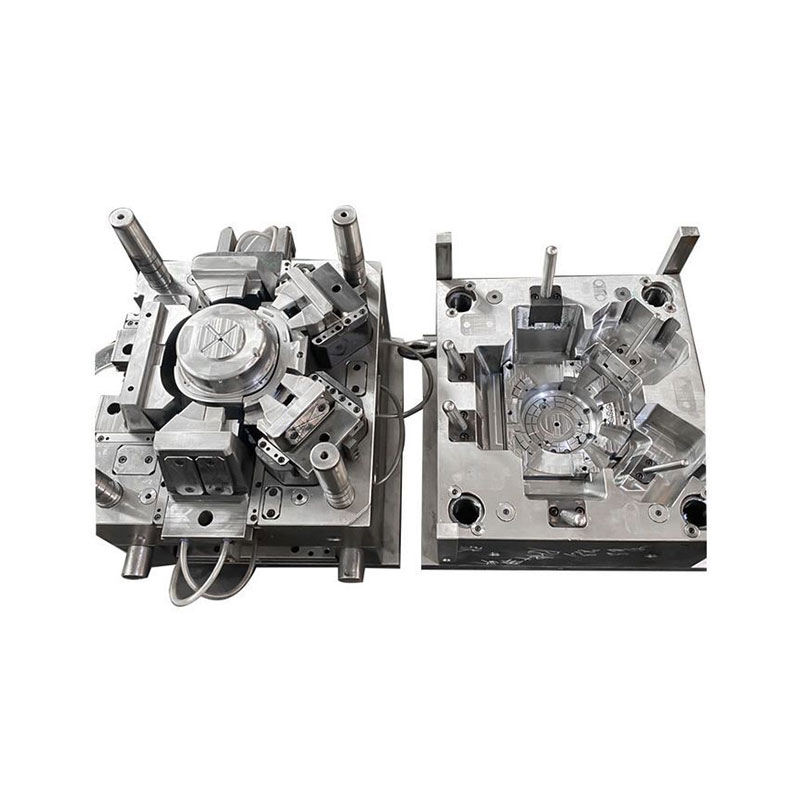
मोल्ड डिजाइन और उत्पादन: उत्पाद चित्र के अनुसार मोल्ड को डिजाइन करें, और मोल्ड बनाने के लिए उपयुक्त सामग्री का चयन करें। मोल्ड की सटीक और गुणवत्ता सीधे कास्टिंग की गुणवत्ता को प्रभावित करती है।
स्मेलिंग और डालना: एल्यूमीनियम या एल्यूमीनियम मिश्र धातु सामग्री को एक पिघला हुआ राज्य में गर्म करें और इसे गुरुत्वाकर्षण या बाहरी बल द्वारा मोल्ड में इंजेक्ट करें। डालने की प्रक्रिया के दौरान, कास्टिंग में दोषों से बचने के लिए तापमान और गति को नियंत्रित करने की आवश्यकता होती है।
शीतलन और जमना: एल्यूमीनियम तरल को कूलिंग बनाने के लिए मोल्ड में ठंडा होने और ठंडा करने के लिए प्रतीक्षा करें। शीतलन की गति और विधि कास्टिंग की संरचना और प्रदर्शन को प्रभावित करेगी।
सफाई और निरीक्षण: कास्टिंग की सतह पर रेत और बूर जैसे दोषों को साफ करें, और यह सुनिश्चित करने के लिए गुणवत्ता निरीक्षण का संचालन करें कि कास्टिंग मानक आवश्यकताओं को पूरा करती है।
ऑक्सीकरण स्लैग समावेशन: ज्यादातर कास्टिंग की ऊपरी सतह पर वितरित, एक भूरे रंग के सफेद या पीले फ्रैक्चर के साथ। रोकथाम के तरीकों में क्लीन फर्नेस चार्ज का उपयोग करना, डालने वाली प्रणाली के डिजाइन में सुधार करना और स्लैग को हटाने के लिए उपयुक्त प्रवाह का उपयोग करना शामिल है।
पोरसिटी: आम तौर पर गोल या अंडाकार, सतह के छिद्रों को सैंडब्लास्टिंग द्वारा पाया जा सकता है, और आंतरिक छिद्र एक्स-रे फ्लोरोस्कोपी द्वारा पाए जा सकते हैं। रोकथाम के तरीकों में डालने की गति को सही ढंग से नियंत्रित करना और रेत के मोल्ड की निकास क्षमता में सुधार करना शामिल है।
संकोचन: आम तौर पर आंतरिक धावक और मोटे और बड़े भागों में होता है। रोकथाम के तरीकों में डालने वाली प्रणाली के डिजाइन में सुधार करना, सही ढंग से कोल्ड आयरन का चयन करना और संभालना आदि, आदि शामिल हैं।